通知公告more>
联系我们more>


分会地址:北京市石景山区京原路19号4号楼1701 邮编:100043

电话:010-68666811\68669733

传真:010-68658322

邮箱:info@cefic.org.cn
 分会动态
分会动态
“多样、竞合、数智、国产、出海” 引领我国食用菌工厂化发展趋势
发布时间:2024-12-2412月23日,由中国食用菌商务网、食用菌市场编辑部、中国乡镇企业协会食用菌产业分会联合撰写的“2023-2024年度全国食用菌工厂化生产调研报告”向行业正式发布。
该报告统计汇总了食用菌工厂化企业数量、产量产值、产品价格走势等基础数据,对调研中反映出的趋势性问题进行了归纳,并提出了解决建议,以其客观呈现我国食用菌工厂化生产的现状及未来发展脉络,为广大从业者提供参考与帮助。
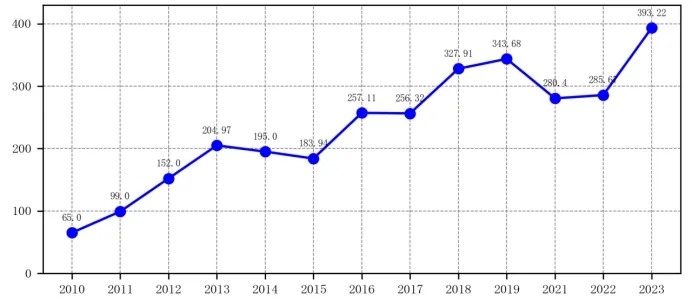
报告显示,2023年全国食用菌工厂化总产量为393.22万吨,比2022年的285.67万吨上升了107.55万吨,增幅为37.65%。
2010年-2023年全国食用菌工厂化生产总产量(单位:万吨)
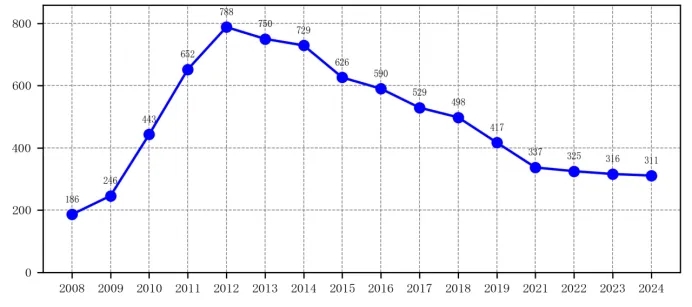
2008-2024年全国食用菌工厂化企业数量 (单位:家)
作为食用菌产业的重要组成部分,食用菌工厂化生产在生产技术、装备制造和市场需求增长的推动下得到了迅猛发展。特别是近两年,随着数字化转型的加速和智能制造、机器换人等新兴产业的快速发展,食用菌工厂化生产迎来了新的发展机遇。
具体来看,我国食用菌工厂化生产呈现哪些发展趋势?
1. 生产结构由优势品种向多样化发展
随着生产技术和栽培工艺的不断成熟,以及消费者对珍稀、高端食用菌产品需求的不断提高,金针菇、杏鲍菇等工厂化常规品种市场价格持续走低。近年部分企业利用现有的厂房改造进行珍稀食用菌品种的开发,鹿茸菇、秀珍菇、舞茸、北虫草、绣球菌等珍稀食用菌发展较快,初步形成了以金针菇、杏鲍菇、海鲜菇为主,双孢菇、蟹味菇、白玉菇为辅,舞茸、鹿茸菇、秀珍菇、蛹虫草、黑皮鸡枞菌、绣球菌、牛肝菌等为补充的多元化生产结构,不仅增加品种的多样性,降低市场风险,而且还满足了不同消费群体的饮食消费需要。
2. 产业区域分布趋于合理
在产业发展初、中期,我国食用菌工厂化企业主要集中在福建、广东、江苏、上海等东部沿海城市,中西部省区数量较少。近年,随着东部沿海地区在土地资源、原材料、人工、水电等投资成本不断攀升的大背景下,很多沿海工厂化企业开始向中、西部地区转移,实现了东部与中西部地区资源要素的有效互补,我国食用菌工厂化生产布局趋于均衡。
近年来,食用菌工厂化上市企业积极在国内进行生产布局。雪榕生物已在四川成都、吉林长春、山东德州、广东惠州、贵州毕节、贵州大方、甘肃临洮、广西贵港、江苏淮安等地建成9大生产基地,在国外建成泰国生产基地,形成了金针菇、白玉菇、蟹味菇、海鲜菇、杏鲍菇、香菇、鹿茸菌、滑子蘑等多品种矩阵系列,基本实现了对全国市场的覆盖;众兴菌业在陕西杨凌、山东德州、江苏徐州、四川眉山、河南新乡、河南安阳、吉林省吉林市、甘肃武威、安徽定远、湖北云梦、安徽五河等地建有16个全资及控股子公司,在四川德阳和德国托尔高拥有2个参股公司;万辰生物在福建漳州、江苏南京拥有工厂;华绿生物现有江苏泗阳、重庆万盛、重庆南川、河北望都、广西崇左、河南确山、浙江海宁七大生产基地,产业规模大,产品种类全,产品热销全国和海外市场。
3. 工厂化生产自动化、数字化程度不断提升
近年来,随着食用菌产业生产规模的不断扩大以及现代化水平的不断提升,加速了物联网、数字经济、人工智能、云计算、大数据、区块链、AI和5G等核心技术与食用菌产业的融合发展,我国食用菌工厂化生产开始全面向数智化生产模式转变。通过这些先进的前沿技术,去准确掌握食用菌种植各个环节的数据,然后根据算法模型,通过机器的自主分析,给出相应的执行标准,提升食用菌生产管理水平,降低生产成本。华为创新中心为成都丰科基地量身定制了一套集成化、标准化、智能化的平台,实施数字化管理,通过全车间物联网接入,实现各个生产环节数据的智能化分析和调控。
4. 新的工厂化菌种选育研发提速
近年,食用菌行业相关科研单位、大专院校,以及规模化经营主体加大对国产工厂化育种的科研攻关,一批具有自主知识产权的优良工厂化菌种培育成功,破解了行业“卡脖子”难题。福建省农科院食用菌研究所科研团队依托世界第三大双孢蘑菇种质资源库,对保藏资源进行系统的生物学特性、农艺性状和遗传多样性评价,构建核心种质群,研究重要性状的分子遗传基础。在此基础上,他们在全国率先采用分子遗传标记辅助杂交育种技术体系,选育出了“W192”“W2000”“福蘑38”等适合工厂化栽培的新品种,扭转了我国双孢蘑菇工厂化生产从国外引种栽培的局面,在全国双孢蘑菇产区大面积推广应用。
近年来,为了打破对国外食用菌工厂化菌种的依赖,国内食用菌工厂化企业加快科技创新步伐,积极致力于培育食用菌的“中国芯”。另外,国内食用菌工厂化上市公司和企业也依托强大的研发团队和先进的技术平台,不断探索新的育种方法和技术,并对菌种进行持续优化和升级,繁育出具有自主知识产权、具有国际竞争力的优良菌种,为菌业“芯片”国产化取得重点突破做出了积极贡献。
5. 工厂化企业“出海”步伐加快
自新冠疫情以后,在国内食用菌市场相对“内卷”的情况下,我国食用菌工厂化企业积极拓展海外市场,进一步加强与国际市场的联系和合作,实现全球化发展。金针菇作为我国工厂化生产程度较高的品种,拥有四大上市企业,日产量超过5500吨,企业间的竞争日趋白热化,为此,开拓新的市场势在必行。2023年,上海丰科生物科技股份有限公司子公司控股公司新加坡丰科宣布与美国亚裔食品市场最大的中国品牌运营商——美国华源食品集团在美国休斯敦共同打造海外食用菌智慧工厂,以此填补美国本土金针菇生产的空白。另外,众兴菌业、雪榕生物也相继在德国、泰国新建食用菌基地,抢占海外市场。